
有一個蠟件變形,本來想去找找蠟件變形的原因,沒想到我又想說說模具的事情,于是我想把蠟件變形與模具管理揉在一起說一說。
事情的經過是這樣的:有這么一個鑄件,見圖一,在澆注完后發現平板上后面

圖一,鑄件上后面兩個凸臺變形(與平板不垂直)
兩個凸臺與底面不垂直。最后經過調查發現蠟件出型后就不垂直。見圖二。結

圖二,蠟模出型后就不垂直
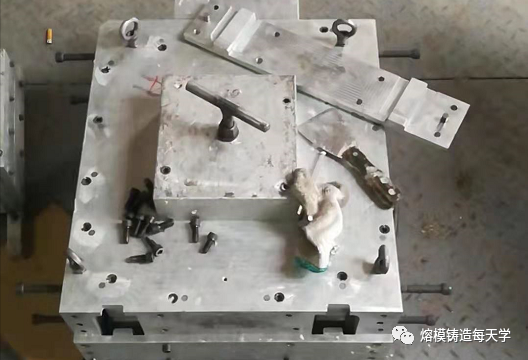
果還發現蠟模出型非常困難。因為出型困難,導致在取蠟件時用力使兩個柱子最后變彎。可能大家不清楚怎么個出模難法我把模具給大家看看。見圖三。因

圖三,模具注蠟口位置
為注蠟口在中間位置,而且有點倒斜度(就是注蠟口里大外小,實際上從上面的蠟模形狀可以看出,而且出模不暢),在打開模具時蠟件留在開有注蠟口的一邊。由于注蠟口形狀不規矩,蠟模出模困難,取出蠟模后,蠟模的兩個小柱子直接變彎。以上就是蠟模變形的原因。
非常奇怪的是居然這樣的蠟件從蠟模走向最后,鑄件出來以后才發現,可是因為鑄件不好校正,只好將幾十個鑄件直接報廢。這是我今天要說的第一點,大家居然都沒有發現,好奇怪!!!
下面我們來看看模具。下面是模具的照片,大家可以看看有什么問題沒有?

圖四,鑄件的下半模
大家看出問題沒有?這能叫模具嗎?上面布滿了銹跡、蠟屑,不僅在分型面上,而且型腔里也是銹跡片片,這樣的模具能干出合格產品嗎?就憑這樣的表面狀況,產品的質量基本上可以猜個八九不離十。
我們來首先討論一下熔模鑄造用模具的重要性及重要部分。模具是形成鑄件最重要的工裝,它關乎鑄件的尺寸精度、表面光潔度(粗糙度),你說它重不重要?它的關鍵型腔尺寸、光潔度是鑄件成形的基礎,它的分型面影響鑄件精度,它的定位銷也對鑄件的尺寸精度非常重要。可以說,這些東西都是非常非常重要的,必須嚴格進行使用和正確的維護。而往往這是大多數廠家所忽視的。我們再來看看它的上半模的境況,見圖五。你可以看見定位銷的實際狀況。

圖五,下半模及定位銷狀況
定位銷是定位的。位置對不對,定位銷說了算。定位銷都是個二桿子貨,活能好到啥地方,大家說對不?
正好我的朋友圈那天也出現了一個模具圖。見圖五。至少從外觀上看,比上面
圖六,模具表面狀況相對良好
的模具狀況好了不少,說明至少別人在模具的管理上下了一定的功夫。
實際上大多數鑄造工廠對模具的管理可能僅僅限于有賬本、有地方放,好一點的可能還會按一定的規矩進行擺放,便于查找。就像上面提到的一樣,往往忽視模具的維護。模具的維護包括模具使用前后對模具現狀的維修和保養,這些對于模具的壽命非常重要。你比如:清理模具表面的蠟屑油漬,特別是分型面;鎖緊裝置上的銹跡、油漬;定位銷(盡量有防錯功能)、型腔的刷油保護;鎖緊機構的時常檢修等等。而像上面那套模具的使用和保養方法,模具的壽命以及鑄件的質量很顯然是無從保障的。
熔模鑄造是一個非常復雜的多工序的關聯過程,它的鑄件質量也會收到方方面面的影響。我曾經說過,鑄造是1+1+1+1+1+1+1+1+1+1不一定等于10的過程,但1+1+1+1+1+1+0+1+1+1肯定等于0的過程。希望從事熔模鑄造行業的各位同仁一定要記住這一點,不能疏忽任何一個影響鑄件質量的過程。
以上就是今天的分享,謝謝大家
 掃一掃 關注我們
掃一掃 關注我們


